new 9/10/02 - (Thanks Hammy)
Finally got some free time at work to throw the assembly on the hardness
tester. These specs are the average of multiple data points from the assembly.
The readings were taken after the machine was calibrated and they really didn't
vary too much within their own category. Largest delta was about 5 RC on the
shaft. All readings in Rockwell "C".
As follows;
Camshaft- 43 RC
Camshaft Bearing Journal- 43 RC
Sprocket Hub- 53 RC
Cam Lobes- 62 RC
For those not too familiar with hardness testing and the scale used, I found
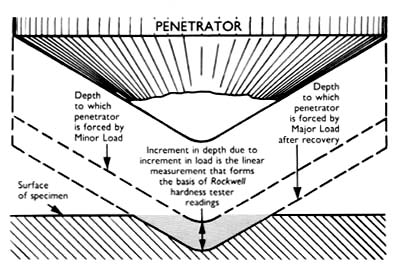
this explanation and edited it for our application; In Rockwell testing,
hardness is determined by measuring the comparative depth of two carefully
controlled indentations, one superimposed over the other.
First a Minor Load of 10 kgf is applied to a sphero-conical diamond penetrator. Then, while the Minor Load is still being applied, a Major Load of 150 kgf is applied at a precisely controlled rate. The Major Load is removed and the hardness determination is displayed. The hardness determination obtained represents the additional depth to which the Major Load has indented the test piece beyond the initial indentation of the Minor Load. The displayed indication is proportionally inverse, e.g. the higher the displayed determination of hardness, the shallower the indentations, therefore the harder the material.
In the regular (R) Rockwell scale, the Minor Load is 10 kgf and the Major Load may be 60, 100, or 150 kgf. In this case of Rockwell C, the major load is 150 kgf. To ensure accuracy and consistency, the Major Load is under precise control and the penetrators are manufactured to specific tolerances.
I attached pics for the "a picture is worth a thousand words" type of people like me.
With the sprocket hub being ~53 RC, one would be hard pressed to drill through it. HSS, titanium and cobalt drill bits just won't cut it (very well). Solid carbide would be the best bet. The drawback of solid carbide is that anything short of a rock solid set-up won't do. Any movement, bending, vibration, etc in the work will cause the carbide to break. It has zero flexibility, is very brittle and expensive. An alloy specific cutting fluid such as Anchorlube would also have to be used to prevent work hardening the piece as you drilled. High heat will further harden the piece being drilled, making it virtually impossible to continue. Home drilling/pinning is not impossible, but one would have to acquire the right tool bits, cutting fluid, v-blocks, machinist vise and a high end drill press for any chance of success. Going to church for a month of Sundays prior to the job wouldn't hurt either.
More specs forthcoming soon.
John Hamilton (Hammy)
Ptbo, ON, CAN.
|
|
|